Battery HRD Production Line Tester: What EOL Rejection Data Should Tell You
A battery HRD production line tester catches defective units before they leave the plant. That is half the job. The other half, which most plants leave undone, is using the rejection data the tester generates to find the upstream cause that produced the defects in the first place. Without that second step, the tester catches the same failure mode shift after shift while the process fault runs untouched in formation. The reject rate stays where it is. The scrap cost stays where it is. The instrument has done its job. The plant has not.

The Throughput Calculation That Decides Gate or Sample
A production line HRD tester must complete one full test cycle faster than the line presents the next unit. The arithmetic is simple. An 8-hour shift has 28,800 seconds. A line running 200 units per shift gives the tester 144 seconds per battery. A 500-unit shift gives 57 seconds. A 700-unit shift gives 41 seconds. If the tester runs slower than the available window, operators skip units to keep the line moving. Coverage drops to 60 or 70 percent. The plant has an uncontrolled sample, not a QC gate.
ELIND’s HRD-PLT 12-300 through HRD-PLT 12-3000 units complete each test in 3 to 10 seconds, depending on battery configuration and discharge current. The margin between actual test time and available window absorbs handling, barcode scanning, and operator pause without forcing anyone to skip a unit. Test coverage stays at 100 percent with minimal operator intervention.
Two questions belong in the procurement conversation before a HRD production line tester is specified. What is the shift output target 18 months from now, not today, and what is the test time required to clear that line speed at 100 percent coverage? Specifying on current throughput is the most common formation-side capex mistake we see at site.
What the Battery HRD Production Line Tester Actually Catches at the End of the Line
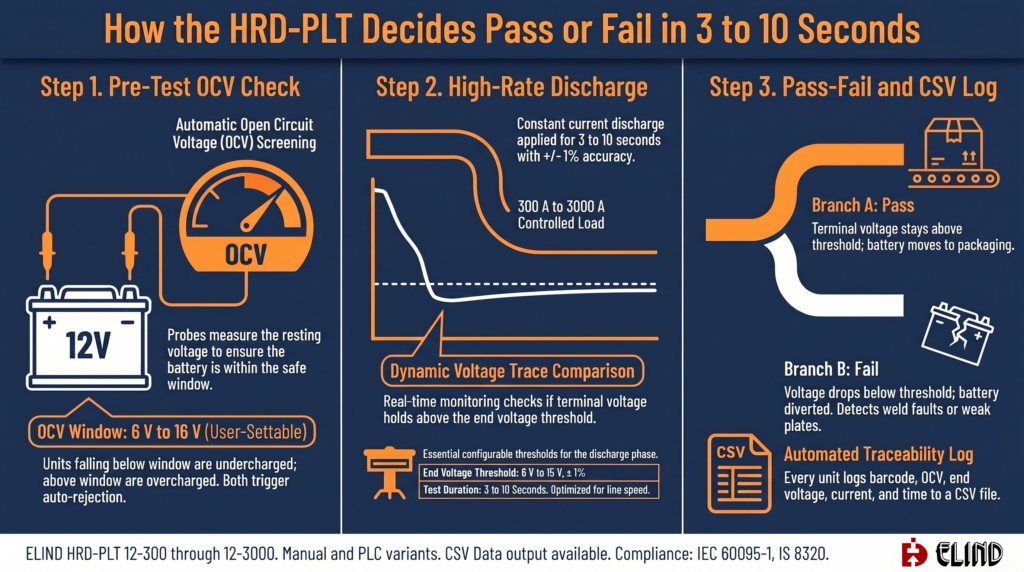
A production line HRD test applies 300 A to 3,000 A through the battery terminals for 3 to 10 seconds and checks terminal voltage against a pass or fail threshold. The threshold rejects three specific defect modes. Intercell welding faults, where a weak or open joint between cells collapses voltage under load. Insufficient charge, where the open-circuit voltage falls below the lower window of the tester. Overcharged units, where OCV exceeds the upper window and the cell will gas in float service.
The OCV window is user-settable from 6 V to 16 V. The end voltage threshold is configurable from 6 V to 15 V. Setting these correctly per battery configuration is what separates a tester that passes everything from one that catches the failure modes your line generates. Current accuracy and voltage accuracy are both ±1 percent at full-scale range. Drift outside that tolerance turns borderline passes into shipped defects.
Turn Rejection Logs into Formation Root Cause
An end-of-line Battery HRD Production Line Tester generates three data points on every rejection: battery ID, end-of-discharge voltage, and test timestamp. If your line has barcode scanning at the test station, the unit logs the battery serial number against each result and exports it as a CSV row. The data is useful only if it is cross-referenced against the formation slot record at end of shift.
A clustered rejection distribution points to a specific charger position or bank fault. A random distribution points to a plate or electrolyte quality issue in the batch. Without the cross-reference, the tester catches individual batteries while the process fault runs untouched into the next shift. The data exists. The discipline to read it does not always exist alongside it.
Different Models of the Battery HRD Production Line Tester
- Manual HRD-PLT (HRD-PLT 12-300 through 12-3000). Operator places the battery, presses test, reads pass or fail on the controller. Suitable for 100 to 200 units per shift. Affordable entry point for SME manufacturers without conveyor automation.
- Online PLC HRD-PLT (HRD-PLT 12-300-PLC through 12-3000-PLC). PLC command-controlled motorised conveyor moves the battery through the test station. No operator handling. Suitable for 500 units per shift and above.
- Barcode scanning. Optional. Links the test record to the individual battery serial number, which is what makes formation slot cross-referencing possible in the first place.
- Data logging format. CSV per unit with battery barcode, OCV, end voltage, discharge current, test time, and pass-fail result. Exported via USB pen drive or serial-to-USB on the PLC variant.
A battery HRD production line tester is the gate at the end of the line. The data it generates is the input to the process improvement loop that reduces the reject rate over time. Specifying only the first half of that function is buying a tester that catches defects forever. Specifying both halves is buying one that progressively makes itself less busy.
Talk to ELIND about the Battery HRD Production Line Tester
ELIND Technologies has been manufacturing end-of-line battery testing equipment from Peenya, Bangalore since 1980. The HRD-PLT range covers 300 A through 3,000 A discharge, manual and PLC-controlled conveyor variants, with optional barcode scanning and Modbus integration. Test time per battery is 3 to 10 seconds. Current accuracy is ±1 percent.
If you are specifying an end-of-line Battery HRD Production Line Tester for a new line or upgrading from a manual instrument to PLC integration, send us an email or call us / drop us a message on WhatsApp with your shift output, battery configuration, and conveyor layout. We will send a configuration recommendation and a 4-week delivery quote within 48 hours.